
transformação de fiação compacta









Princípio de fiação compacto
O objetivo da fiação compacta é organizar as fibras em uma posição completamente paralela e próxima, eliminando assim o triângulo giratório. Portanto, esse arranjo próximo e paralelo das fibras antes da torção pode melhorar a estrutura do fio, as propriedades mecânicas e físicas e a resistência do fio. Resumindo, a fiação compacta consiste em compactar as fibras do fio do ponto de saída do rolo superior frontal.
Nosso dispositivo compacto é fazer com que as fibras fechem o arranjo desde o ponto de estreitamento do fio (rolo superior frontal) até a extremidade de torção, erguendo um dispositivo como tubo de pressão negativa, avental de malha e caixa de engrenagens, o que pode eliminar o triângulo giratório.
Princípio de fiação compacto
* Pilidade drasticamente reduzida: valor Uster H até 30% Zweigle S3 até 80%
* Força bastante melhorada: 10-20% maior
* Menor desnível do fio e menores valores de IPI: até 35%
* Maior alongamento: de 10 a 15%
* Com menor torção (até 10%) para a mesma resistência do fio, a produtividade aumenta
* Taxa de quebra final reduzida em até 60%, melhorando a eficiência da máquina (mesma velocidade e torção)
* Menor geração de moscas auxilia em melhores condições de trabalho
Maiores velocidades de enrolamento
* O fio compacto de uma camada pode substituir o fio convencional de duas camadas
* O desempenho da máquina de urdidura e tricô aumentou em 10-15% devido à maior resistência;
* O consumo de produtos químicos de colagem é reduzido devido ao menor número de fibras salientes;
* Menor aumento da eficiência do tear e redução da geração de moscas;
* Em produtos acabados, menos tendência a bolinhas, melhor toque, brilho do tecido
* Absorção de licor de tingimento melhorada devido à baixa torção do fio, menos licor de tingimento (até 5%) necessário
* Economia de matéria-prima – menor quantidade de ruído da penteadeira em até 6%
Sistema de estiragem compacto em braço superior pneumático
| Elaboração de peças do sistema | |
| Para instalar o suporte no suporte de rolos, faça um furo completo no suporte de rolos. Este suporte serve para segurar o tubo de sucção compacto. | 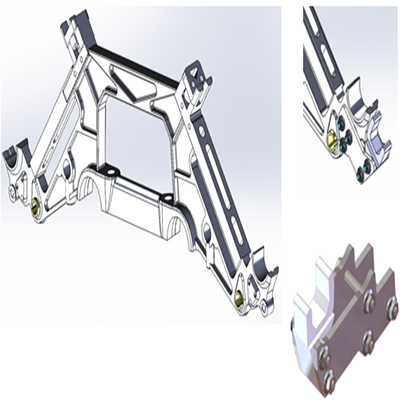 |
| O floco compacto é instalado no braço superior da máquina com mola ou pneumático | 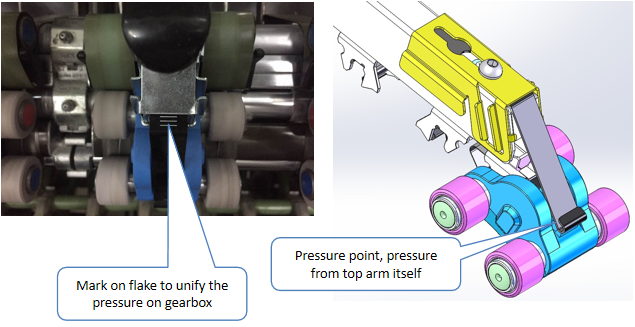 |
| Caixa de velocidades com berços de borracha. Devemos remover o rolo superior dianteiro da máquina e fixá-lo abaixo da caixa de engrenagens compacta | 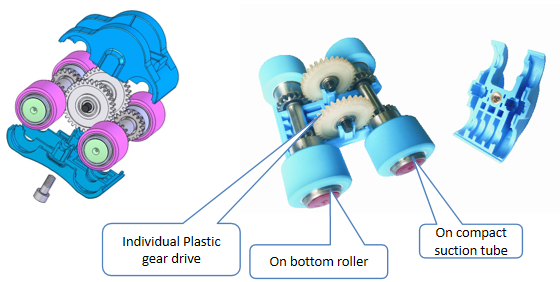 |
| Tubo de sucção com haste tensora e avental | 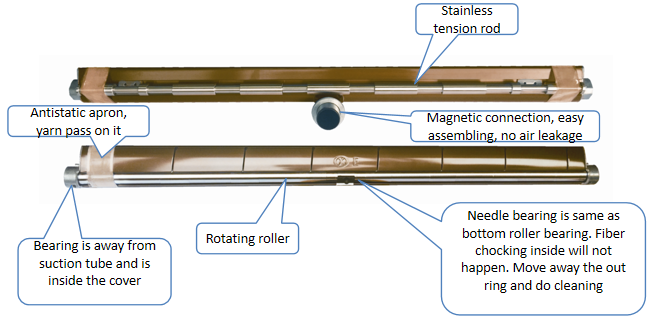 |
| A flauta Pneumafil original será substituída pela nossa. | 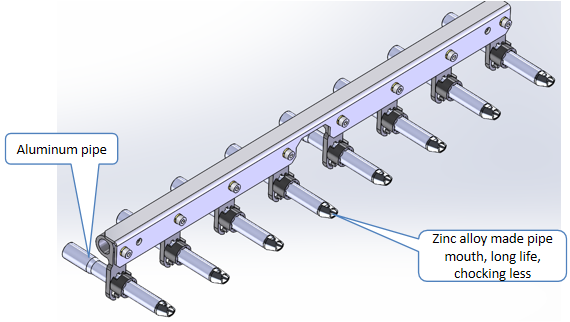 |
| Sistema de sucção compacto (o motor de sucção e o ventilador fornecem pressão negativa para compactar o fio. Sobre o sistema de sucção compacto podemos projetar de acordo com a localização da máquina e o layout da fábrica. Aqui damos algumas propostas para referência) | |
| Proposta de sistema de sucção 1 | 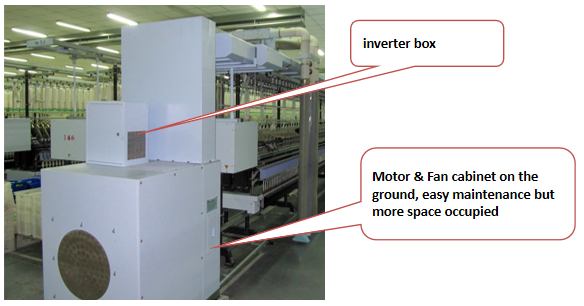 |
| Proposta de sistema de sucção 2 | 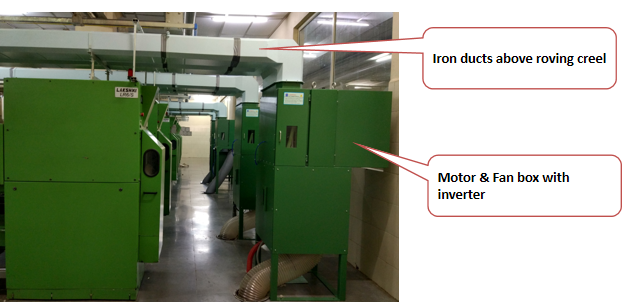 |
| Proposta de sistema de sucção 3 |  |
| Conexão de tubo | 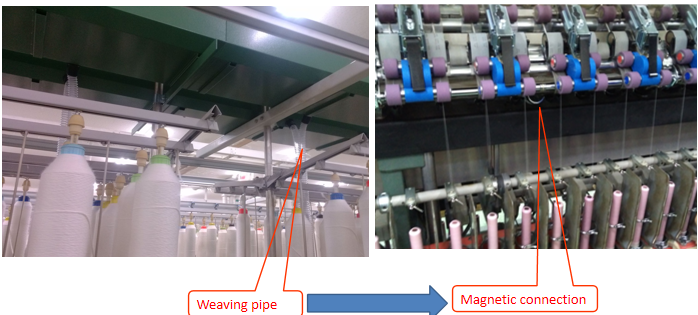 |
| Sistema de coleta de resíduos de fibra. A pressão negativa do ar está diretamente relacionada à qualidade do fio. Se a pressão cair durante a fiação, a qualidade do fio será ruim. Como manter a pressão uniforme para cada fuso? Damos sistema de raspagem automática | 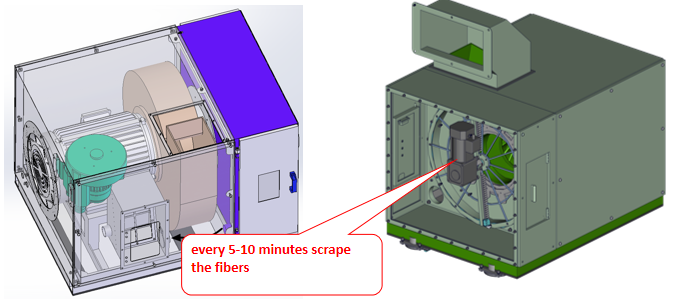 |
| Medidor de ar de pressão de sucção do duto com luz de alarme |  |
Cronograma de manutenção para algodão cardado anos 20:
1. Verificação diária de quaisquer danos na maca, calços na flauta pneumática, calços na ranhura do tubo de pressão negativa;
2. Uma vez a cada 7 a 10 dias para limpar o tubo de pressão negativa;
3. O polimento dos berços deve ser feito uma vez a cada 45 dias (depende da qualidade do fio) e a mesma relação de estiramento de tensão deve ser mantida;
4. Uma vez a cada 30 dias deve ser feita a limpeza completa da máquina;
5. Durante a limpeza completa da máquina, a tampa da extremidade do duto deve estar aberta e o motor compacto deve ser acionado manualmente para limpar o duto;
6. Se ocorrer alguma lapidação, limpe a tempo
Consumo de energia
| 1824 fusos/ Máquina | capacidade motora | Inversor ABB | consumo de energia/fuso | valor negativo do slot do tubo |
| Compacto para fio simples | 22 kW/60 Hertz
| 22 kW | 7-8w | 2,5-2,8Kpa |
| Compacto para fio siro | 22 kW/60 Hertz | 22 kW | 8-9 semanas | 1,6-1,8Kpa |
Categorias de produtos
-

Máquina de enrolamento de feixe para cone reto
-

Tingimento de fio de poliéster eficiente e com economia de energia ...
-

100% poliéster atacado tecido têxtil de alta qualidade ...
-

Máquina de tingimento por imersão
-

Máquina de alongamento e pré-encolhimento QDYB2600
-

Máquina de tingimento de fios Hank em spray (controle semiautomático)